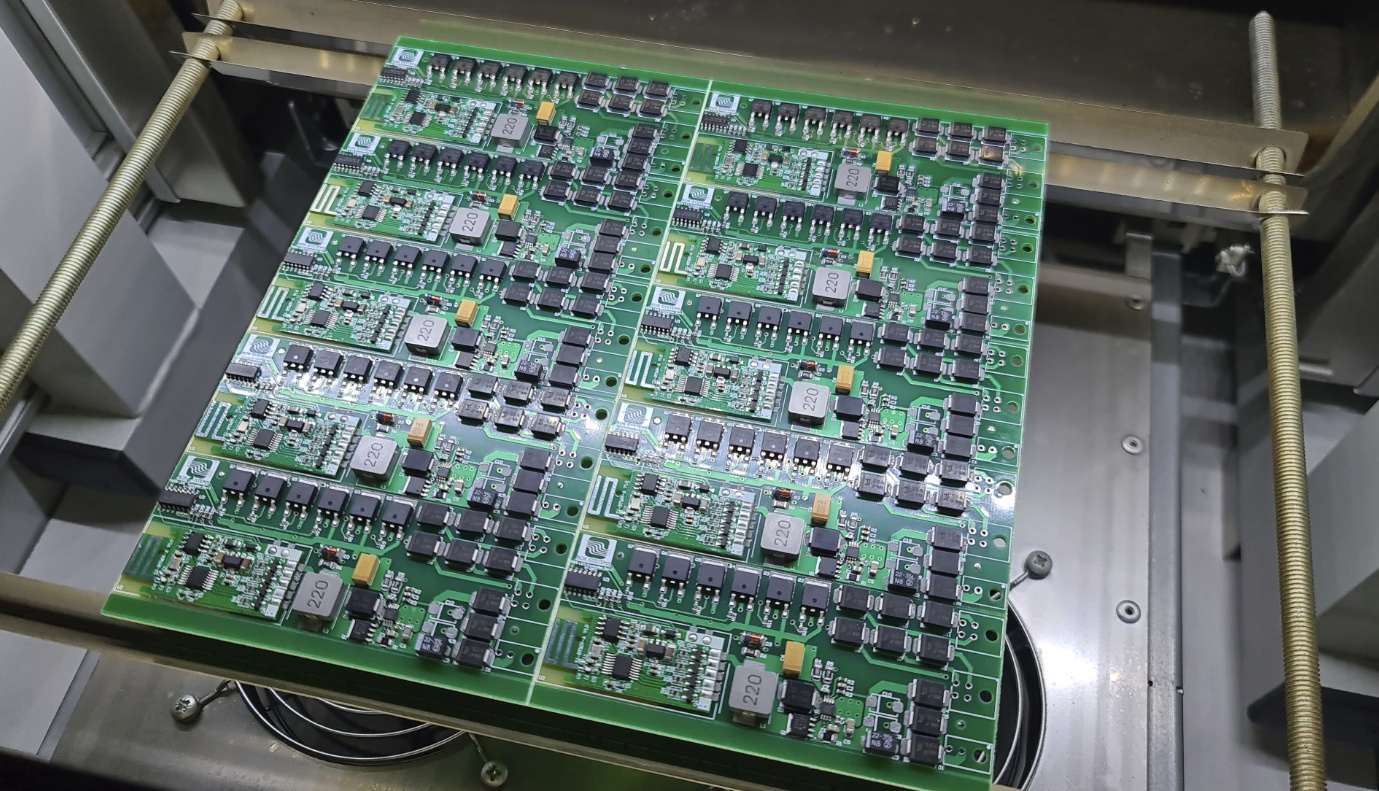
After the Pick&Place machine has placed all SMD components on the board with solder paste applied, the board enters the reflow oven — the step in which the paste melts and permanent solder joints are formed between the components and the PCB pads. This step may appear straightforward, but the temperature, speed and heating profile have a direct impact on the mechanical and electrical quality of every joint on the board.
The reflow process follows a precisely defined temperature profile divided into several zones: preheat, which slowly raises the temperature of the board and components to avoid thermal shock; soak zone, in which the flux in the paste is activated and solvents evaporate; reflow zone, in which the temperature reaches the melting point of the solder and the joint forms; and controlled cooling, which determines the microstructure and mechanical strength of the finished joint.
The profile is not the same for every project. Component density, board thermal mass, solder paste alloy and the temperature sensitivity of specific components — all of these affect the optimal profile. A board with large copper planes and heavy components heats differently from a thin board dominated by small 0402 passives. We adapt the profile to the project, not the project to the profile.
We pay particular attention to moisture-sensitive components — so-called MSL components (Moisture Sensitivity Level). Such components, if exposed to ambient humidity for too long, can be damaged by the sudden evaporation of moisture during reflow, resulting in internal cracks that are difficult to diagnose because they are not visible externally. For MSL components we follow manufacturer guidelines on storage conditions and floor life.

After leaving the oven every board goes to visual inspection — checking the quality of all joints under a stereo microscope. We look for cold joints, bridging between pads, components that have shifted or stood up (tombstoning), and any other defect visible before the board moves on to functional testing or PTH assembly. A defect found immediately after reflow is generally repairable; a defect found only in the finished device at the client's site is never inexpensive.